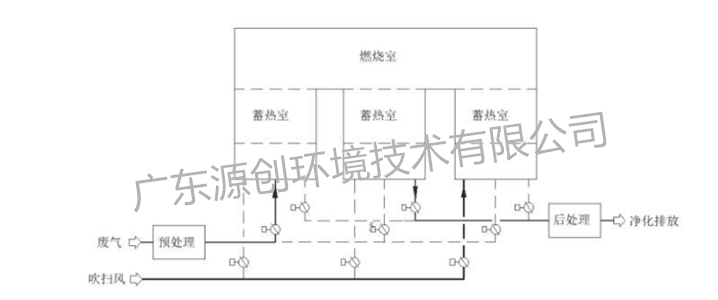
工作原理
有机废气被引入 RTO
的蓄热室,废气在通过蓄热体时将热量传递给蓄热体,自身得以预热。预热后的废气进入燃烧室,通过燃烧器辅助加热,使废气温度迅速升高至
760℃-1000℃。在这一高温环境下,VOCs
与氧气发生剧烈的氧化反应,分解为二氧化碳和水等无害物质。氧化后的高温气体带着大量热量进入另一个蓄热室,将热量传递给该蓄热室的蓄热体,使蓄热体升温储存热量,而气体自身温度降低后达标排放。通过阀门的精确控制,实现废气与净化后气体在不同蓄热室之间的交替进出,保证了热量的持续回收与高效利用。
系统组成
·
燃烧室:是 RTO
的核心部件,负责有机物的氧化分解。燃烧室内的温度通常可达到 760℃-1000℃,使有机废气中的
VOCs 在高温下充分氧化分解。
·
陶瓷填充层:一般采用特制的陶瓷蓄热体,具有良好的蓄热性能和耐高温性能,能够有效地储存和释放热量,实现热量的回收利用,提高系统的热效率2。
·
换热器:负责将排出的热气体与新鲜空气进行热交换,提高热利用效率,使进入燃烧室的废气能够充分预热,减少燃烧器的燃料消耗。
·
烟气排放系统:主要由烟囱、风机等组成,负责将经过处理的废气排放到大气中,防止污染环境。在排放系统中通常还会安装一些监测设备,如温度传感器、压力传感器、气体分析仪等,以实时监测排放废气的质量和系统的运行状态。
·
自动控制系统:采用先进的 PLC
或 DCS
控制系统,对 RTO
的各项参数进行实时监控和调节,如温度、压力、流量、阀门切换等。根据废气的浓度、流量和处理要求,自动调整燃烧器的功率、阀门的切换时间等运行参数,确保设备的稳定运行和处理效果。
技术优势
·
高效净化:能够有效地去除有机废气中的 VOCs,净化效率高,一般可达
95% 以上,甚至可达
99%,可将有机废气中的污染物彻底分解为二氧化碳和水等无害物质,使废气达标排放。
·
热回收效率高:通过蓄热室的设计,可最大限度地回收燃烧过程中产生的热能,热回收率通常大于
95%。这部分回收的热量可用于预热进入的有机废气,大大降低了系统的能源消耗,与传统的焚烧炉相比,可节约能源
30%-70%。
·
适用范围广:可以处理多种类型和浓度的有机废气,包括烃类、醇类、酮类、醚类等。适用于连续性排放浓度较高的生产工艺废气处理,对于生产工艺中挥发的所有
VOCs 废气都可有效处理。
·
运行稳定可靠:采用先进的自动控制系统和多重安全保护措施,如火源检测、压力监测、温度报警等,确保设备在各种工况下的安全运行。同时,RTO
的结构相对简单,设备的维护和管理较为方便,运行稳定可靠,使用寿命长。
应用领域
·
化工行业:可处理石油化工、精细化工等生产过程中产生的各种有机废气,如苯、甲苯、二甲苯、甲醇、丙酮等。
·
涂装行业:在汽车、家具、电器等产品的涂装过程中,涂料的使用会释放大量的 VOCs,RTO
技术可以有效地处理这些废气,减少对环境的污染。
·
印刷行业:印刷过程中使用的油墨、溶剂等会挥发产生有机废气,如乙酸乙酯、异丙醇等,RTO
可以将这些废气进行处理,达到环保排放标准。
·
电子行业:在电子元件的生产过程中,如半导体制造、电路板印刷等,会使用大量的有机溶剂和化学试剂,产生有机废气,RTO
技术可以对这些废气进行处理,确保生产环境的清洁和安全。
·
制药行业:制药企业在生产过程中会产生含有多种有机污染物的废气,如乙醇、丙酮、二氯甲烷等,RTO
技术可以有效地去除这些有机污染物,满足环保要求。